Four à convection forcée
(FCO)
Dispositif ultraperformant de contrôle de température pour les polymères et les thermodurcissables, avec la réponse en température la plus rapide, une exclusion extrême d’oxygène et une uniformité thermique inégalée.
Le four à convection forcée est un four à convection à gaz conçu pour offrir une stabilité de température optimale, des capacités de chauffage et de refroidissement ultra rapides et une grande souplesse d’utilisation entre -150 °C et 600 °C. Ce mécanisme de chauffage de grande puissance peut être chauffé à des vitesses contrôlées jusqu’à 60 °C/min. Un système de refroidissement à l’azote liquide, disponible en option, permet d’assurer un refroidissement rapide, uniforme et efficace à des températures pouvant atteindre -150 °C. Il est également possible d’utiliser un refroidisseur mécanique pour refroidir jusqu’à -100 °C sans recourir à l’azote liquide. Le four à convection forcée, qui est utilisé essentiellement pour les essais de polymères fondus, de matériaux thermodurcissables et d’échantillons solides, offre une capacité exceptionnelle de chasse de l’oxygène, ce qui en fait une solution de choix pour les essais à haute température de polymères offrant une stabilité par oxydation médiocre. L’utilisation de réchauffeurs à éléments jumelés, qui produisent un flux d’air contrarotatif dans la chambre du four pour chauffer l’échantillon rapidement et sans gradient thermique, permet d’atteindre une stabilité et une uniformité de température optimales.
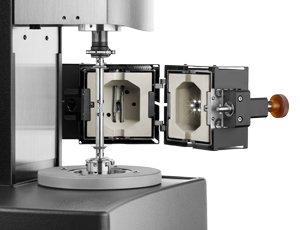
Le four à convection forcée, qui peut se monter sur l’un ou l’autre côté de la station d’essai, est fourni de série avec une lampe à diode électroluminescente longe durée et un hublot vitré. Un appareil de prise de vues en option peut être utilisé pour enregistrer des images en temps réel de l’échantillon au cours des essais. Cet enregistrement visuel est utile pour la validation des données et la vérification des conditions d’échantillon. De nombreuses géométries sont disponibles pour le four à convection forcée : plans parallèles ; cône et plan ; torsion sur solide ; cône et plan partitionné (CPP) ; montage pour viscosité en traction (EVF) ; la plateforme d’essais universelle SER3-A ; et une nouvelle gamme d’attaches DMA linéaires.
Caractéristiques et avantages :
- Conception à convection forcée pour une excellente stabilité de température et un contrôle uniforme de celle-ci
- Deux radiateurs à résistances pour une réponse rapide
- La conception unique de la cavité du four optimise le mélange de gaz et élimine les gradients thermiques
- Plage de température étendue : -150 °C à 600 °C
- Taux de chauffage maximal de 60 °C/min
- Choix du refroidisseur, soit à l’azote liquide, soit ACS mécanique pour les essais à températures sous-ambiantes
- Grande variété de géométries (plaques, cônes, hachurées, dentelées et jetables)
- Unrivalled range of options for testing under torsion, bending, compression, tensile, or extensional deformation
- Gamme inégalée d’options pour les essais sous torsion, flexion, compression, traction ou déformation extensionnelle
Technologie
 Le four à convection forcée est conçu pour optimiser le temps de réponse, l’uniformité et la stabilité de la température. Le gaz traverse deux radiateurs à résistances avant de pénétrer dans la cavité du four, qui a été spécialement conçue pour optimiser le mélange et l’uniformité du gaz. Dans le four, jusqu’à cinq thermocouples assurent des mesures de température en continu. Leurs données permettent de déterminer la puissance et le débit de gaz de chaque radiateur afin de maintenir l’environnement thermique idéal.
Le four à convection forcée est conçu pour optimiser le temps de réponse, l’uniformité et la stabilité de la température. Le gaz traverse deux radiateurs à résistances avant de pénétrer dans la cavité du four, qui a été spécialement conçue pour optimiser le mélange et l’uniformité du gaz. Dans le four, jusqu’à cinq thermocouples assurent des mesures de température en continu. Leurs données permettent de déterminer la puissance et le débit de gaz de chaque radiateur afin de maintenir l’environnement thermique idéal.
Régulation active de température (ATC, pour Active Temperature Control) :
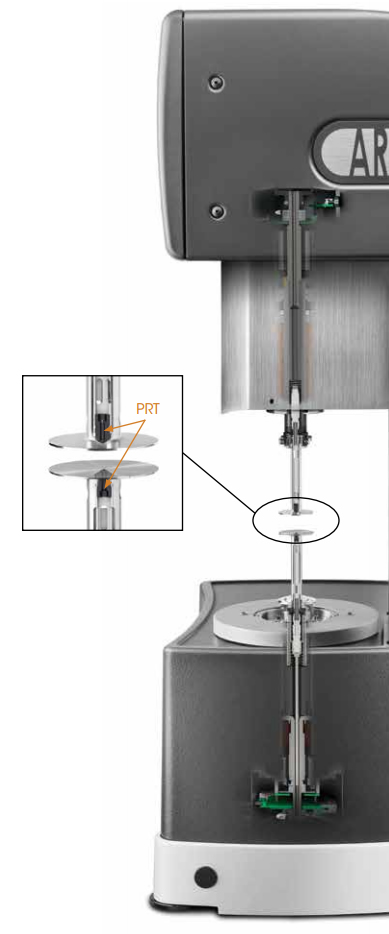 L’ARES-G2 intègre une technologie brevetée de capteur de température sans contact qui permet la mesure et la régulation actives de la température des plaques supérieure et inférieure à la fois (brevet n° 6 931 915). Des thermomètres à résistance de platine (PRT) sont connectés directement dans les arbres du moteur et du transducteur. Ces PRT sont positionnés en contact intime avec le centre des surfaces de mesure inférieure et supérieure. Le signal de température est transmis aux cartes de circuits imprimés, à partir desquelles le relevé de température est transmis via un mécanisme (sans fil) sans contact à des cartes auxiliaires situées dans le moteur et le transducteur. Ces relevés de température permettent un contrôle direct des deux températures de plaque et résultent dans une régulation de température plus précise et réactive et dans l’absence de gradients thermiques verticaux, et évitent d’avoir recours à des procédures d’étalonnage et des tableaux de compensation complexes pour en déduire les températures d’échantillon.
L’ARES-G2 intègre une technologie brevetée de capteur de température sans contact qui permet la mesure et la régulation actives de la température des plaques supérieure et inférieure à la fois (brevet n° 6 931 915). Des thermomètres à résistance de platine (PRT) sont connectés directement dans les arbres du moteur et du transducteur. Ces PRT sont positionnés en contact intime avec le centre des surfaces de mesure inférieure et supérieure. Le signal de température est transmis aux cartes de circuits imprimés, à partir desquelles le relevé de température est transmis via un mécanisme (sans fil) sans contact à des cartes auxiliaires situées dans le moteur et le transducteur. Ces relevés de température permettent un contrôle direct des deux températures de plaque et résultent dans une régulation de température plus précise et réactive et dans l’absence de gradients thermiques verticaux, et évitent d’avoir recours à des procédures d’étalonnage et des tableaux de compensation complexes pour en déduire les températures d’échantillon.
Accessories
Le four à convection forcée dispose de différents jeux de géométries, configurés pour la mesure des propriétés rhéologiques des polymères fondus, des thermodurcissables et des solides en torsion. Un kit de préparation d’échantillons fondus comporte de nombreux outils essentiels aux essais de fusion de polymères, dont un jeu de poinçons et matrices, des outils de coupe et des brosses de nettoyage d’échantillons. De plus, il est possible d’équiper le four à convection forcée d’une grande variété de géométries avec différents diamètres et angles de cônes, des plaques jetables, des géométries de torsion solides, des montages d’essai de viscosité extensionnelle et des pinces pour l’analyse dynamique mécanique (DMA) d’échantillons solides. Avec les géométries appropriées, le four à convection forcée représente la plateforme idéale pour les essais des thermoplastiques, des élastomères, des systèmes thermodurcissables et vulcanisants, des liants d’asphalte, des adhésifs sensibles à la pression, ainsi que les essais de viscosité extensionnelle et des polymères solides en torsion, flexion ou tension.
Plaques parallèles, cônes et plateaux
Plaques parallèles, cônes et plateaux :
 Les géométries de plaque du four à convection forcée sont disponibles dans les diamètres suivants : 8, 25, 40 et 50 mm, et en divers matériaux tels que l’acier inoxydable ou le titane. Les géométries du cône supérieur sont d’ores et déjà disponibles avec des angles de cône de 0,02, 0,04 et 0,1 radians. Il est possible de modifier la plage de mesures du stress et des contraintes ou du taux de cisaillement en changeant le diamètre et l’angle du cône, afin de couvrir la plus large plage de conditions de test possibles. Pour les systèmes à séchage, les plaques jetables et les cônes sont disponibles en diamètres 8, 25, 40 et 50 mm. Les résines thermodurcissables à faible viscosité peuvent être testées avec des coupelles ou plaques jetables inférieures, dotées de gouttières pour éviter la perte d’échantillon.
Les géométries de plaque du four à convection forcée sont disponibles dans les diamètres suivants : 8, 25, 40 et 50 mm, et en divers matériaux tels que l’acier inoxydable ou le titane. Les géométries du cône supérieur sont d’ores et déjà disponibles avec des angles de cône de 0,02, 0,04 et 0,1 radians. Il est possible de modifier la plage de mesures du stress et des contraintes ou du taux de cisaillement en changeant le diamètre et l’angle du cône, afin de couvrir la plus large plage de conditions de test possibles. Pour les systèmes à séchage, les plaques jetables et les cônes sont disponibles en diamètres 8, 25, 40 et 50 mm. Les résines thermodurcissables à faible viscosité peuvent être testées avec des coupelles ou plaques jetables inférieures, dotées de gouttières pour éviter la perte d’échantillon.
Torsion solide
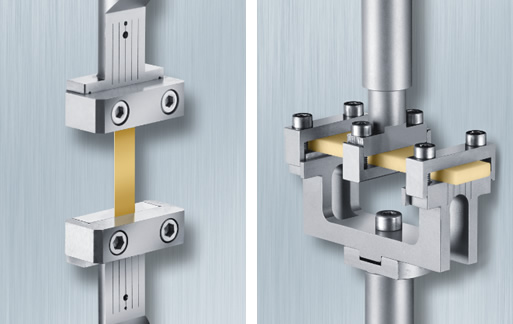
Torsion solide :
 Les matériaux solides ou caoutchouteux peuvent être caractérisés à l’aide des géométries de torsion rectangulaire ou cylindrique. Ce mode de test est particulièrement utile pour mesurer des matériaux thermodurcissables et des composites entièrement durcis, mais aussi pour mesurer la transition vitreuse et les transitions secondaires des polymères thermoplastiques. Les échantillons les plus rigides sont positionnés en plaçant leur axe long parallèle à l’axe de rotation du rhéomètre. Les échantillons rectangulaires peuvent avoir entre 0,3 et 6 mm d’épaisseur, pour jusqu’à 12 mm de largeur et 40 mm de longueur. Des échantillons cylindriques de diamètre 1,5, 3 et 4,5 mm peuvent être associés à la géométrie de torsion cylindrique.
Les matériaux solides ou caoutchouteux peuvent être caractérisés à l’aide des géométries de torsion rectangulaire ou cylindrique. Ce mode de test est particulièrement utile pour mesurer des matériaux thermodurcissables et des composites entièrement durcis, mais aussi pour mesurer la transition vitreuse et les transitions secondaires des polymères thermoplastiques. Les échantillons les plus rigides sont positionnés en plaçant leur axe long parallèle à l’axe de rotation du rhéomètre. Les échantillons rectangulaires peuvent avoir entre 0,3 et 6 mm d’épaisseur, pour jusqu’à 12 mm de largeur et 40 mm de longueur. Des échantillons cylindriques de diamètre 1,5, 3 et 4,5 mm peuvent être associés à la géométrie de torsion cylindrique.
Montage pour viscosité extensionnelle (EVF, pour Extensional Viscosity Fixture)
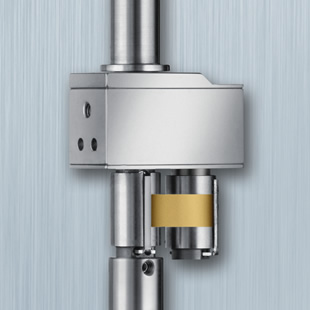
Montage pour viscosité extensionnelle (EVF, pour Extensional Viscosity Fixture) :
 Le montage pour viscosité extensionnelle est un système breveté destiné aux mesures de la viscosité extensionnelle de matériaux hautement visqueux tels que les polymères fondus, les pâtes, les adhésifs, etc. Le dispositif est composé de deux tambours, l’un fixe et stationnaire, et l’autre qui tourne autour du tambour fixe afin d’appliquer à l’échantillon une extension uniaxiale à taux constant. En l’absence d’engrenages, la contrainte extensionnelle mesurée par le tambour fixe est la plus précise possible et ne nécessite pas d’étalonnage pour prendre en compte le frottement des engrenages. Le contrôle de la température jusqu’à 350 °C est assuré par le four à convection forcée, et il est possible d’appliquer une déformation de Hencky jusqu’à 4,0.
Le montage pour viscosité extensionnelle est un système breveté destiné aux mesures de la viscosité extensionnelle de matériaux hautement visqueux tels que les polymères fondus, les pâtes, les adhésifs, etc. Le dispositif est composé de deux tambours, l’un fixe et stationnaire, et l’autre qui tourne autour du tambour fixe afin d’appliquer à l’échantillon une extension uniaxiale à taux constant. En l’absence d’engrenages, la contrainte extensionnelle mesurée par le tambour fixe est la plus précise possible et ne nécessite pas d’étalonnage pour prendre en compte le frottement des engrenages. Le contrôle de la température jusqu’à 350 °C est assuré par le four à convection forcée, et il est possible d’appliquer une déformation de Hencky jusqu’à 4,0.
Accessoire cône et plan partitionné
Accessoire cône et plan partitionné :
 Le nouvel accessoire de cône et plan partitionné (CPP, pour Cone and Partitioned Plate) ARES-G2 étend les capacités d’essai pour les matériaux hautement élastiques à de hauts niveaux de déformation tant en oscillation qu’en cisaillement continu. La géométrie du CPP est une configuration d’essai cône-et-plan classique où seule la partie centrale de la plaque est couplée à la mesure de contrainte. Cela crée un « anneau de garde » de l’échantillon autour de la zone de mesure active, ce qui retarde les effets de rupture au bord et permet de mesurer des déformations plus importantes sur les matériaux élastiques. Cet anneau de garde limite également l’importance du détourage d’échantillon, ce qui améliore la reproductibilité des données et réduit d’autant la dépendance vis-à-vis de l’opérateur. La géométrie consiste en une plaque annulaire de 25 mm avec un arbre creux qui est fixé au support du transducteur. Une plaque centrale de 10 mm située à l’intérieur de l’espace annulaire constitue la surface de mesure active fixée aux transducteurs de force de serrage/normale. La géométrie inférieure consiste en un cône de 25 mm/0,1 radian. Le CPP nécessite un alignemajmwent minimal et est facile à démonter pour son nettoyage. Le CPP est unique à l’ARES-G2 dont il étend les avantages aux essais de cisaillement oscillatoire à grande amplitude (LAOS) et à la rhéologie des polymères.
Le nouvel accessoire de cône et plan partitionné (CPP, pour Cone and Partitioned Plate) ARES-G2 étend les capacités d’essai pour les matériaux hautement élastiques à de hauts niveaux de déformation tant en oscillation qu’en cisaillement continu. La géométrie du CPP est une configuration d’essai cône-et-plan classique où seule la partie centrale de la plaque est couplée à la mesure de contrainte. Cela crée un « anneau de garde » de l’échantillon autour de la zone de mesure active, ce qui retarde les effets de rupture au bord et permet de mesurer des déformations plus importantes sur les matériaux élastiques. Cet anneau de garde limite également l’importance du détourage d’échantillon, ce qui améliore la reproductibilité des données et réduit d’autant la dépendance vis-à-vis de l’opérateur. La géométrie consiste en une plaque annulaire de 25 mm avec un arbre creux qui est fixé au support du transducteur. Une plaque centrale de 10 mm située à l’intérieur de l’espace annulaire constitue la surface de mesure active fixée aux transducteurs de force de serrage/normale. La géométrie inférieure consiste en un cône de 25 mm/0,1 radian. Le CPP nécessite un alignemajmwent minimal et est facile à démonter pour son nettoyage. Le CPP est unique à l’ARES-G2 dont il étend les avantages aux essais de cisaillement oscillatoire à grande amplitude (LAOS) et à la rhéologie des polymères.
Plateforme d'essais universelle SER3
Plateforme d’essais universelle SER3 :
 La plateforme d’essais universelle SER3 permet d’effectuer des mesures de viscosité extensionnelle et divers autres essais physiques de matériaux. Les échantillons sont fixés sur les surfaces de deux cylindres d’enroulement qui tournent en contre-rotation à des vitesses égales, grâce à un système d’engrenages croisés. À vitesse constante de rotation du tambour, un taux constant de déformation de Hencky est appliqué à l’échantillon. La contrainte d’échantillon qui résiste à cette déformation est mesurée par le transducteur de couple, ce qui permet de mesurer la viscosité extensionnelle. Le cadre de référence du SER3 est fixe, ce qui le rend parfaitement adapté à l’imagerie de l’échantillon et à l’analyse optique pendant la déformation. Outre les mesures de viscosité extensionnelle sur les polymères fondus, le SER3 permet d’effectuer toute une série de mesures de propriétés physiques telles que la résistance à la traction, au pelage, à la déchirure et au frottement, sur des échantillons solides durs et tendres. Des mesures de viscosité extensionnelle avec l’ARES-G2 sont également possibles en utilisant l’accessoire de viscosité extensionnelle breveté.
La plateforme d’essais universelle SER3 permet d’effectuer des mesures de viscosité extensionnelle et divers autres essais physiques de matériaux. Les échantillons sont fixés sur les surfaces de deux cylindres d’enroulement qui tournent en contre-rotation à des vitesses égales, grâce à un système d’engrenages croisés. À vitesse constante de rotation du tambour, un taux constant de déformation de Hencky est appliqué à l’échantillon. La contrainte d’échantillon qui résiste à cette déformation est mesurée par le transducteur de couple, ce qui permet de mesurer la viscosité extensionnelle. Le cadre de référence du SER3 est fixe, ce qui le rend parfaitement adapté à l’imagerie de l’échantillon et à l’analyse optique pendant la déformation. Outre les mesures de viscosité extensionnelle sur les polymères fondus, le SER3 permet d’effectuer toute une série de mesures de propriétés physiques telles que la résistance à la traction, au pelage, à la déchirure et au frottement, sur des échantillons solides durs et tendres. Des mesures de viscosité extensionnelle avec l’ARES-G2 sont également possibles en utilisant l’accessoire de viscosité extensionnelle breveté.
Flexion, traction et compression axiales
Flexion, traction et compression axiales :
Avec son transducteur à asservissement de rééquilibrage (FRT, pour Force Rebalance Transducer), le rhéomètre ARES-G2 est le seul rhéomètre rotatif capable de procéder à une analyse mécanique dynamique (DMA) sur des solides en flexion, traction et compression. La déformation d’échantillon axiale est appliquée en plaçant le FRT à haute sensibilité en oscillation sinusoïdale à déformation imposée, ce qui ouvre la voie à de nombreuses possibilités inédites pour les essais sur des solides.
- Description
-
Le four à convection forcée est un four à convection à gaz conçu pour offrir une stabilité de température optimale, des capacités de chauffage et de refroidissement ultra rapides et une grande souplesse d’utilisation entre -150 °C et 600 °C. Ce mécanisme de chauffage de grande puissance peut être chauffé à des vitesses contrôlées jusqu’à 60 °C/min. Un système de refroidissement à l’azote liquide, disponible en option, permet d’assurer un refroidissement rapide, uniforme et efficace à des températures pouvant atteindre -150 °C. Il est également possible d’utiliser un refroidisseur mécanique pour refroidir jusqu’à -100 °C sans recourir à l’azote liquide. Le four à convection forcée, qui est utilisé essentiellement pour les essais de polymères fondus, de matériaux thermodurcissables et d’échantillons solides, offre une capacité exceptionnelle de chasse de l’oxygène, ce qui en fait une solution de choix pour les essais à haute température de polymères offrant une stabilité par oxydation médiocre. L’utilisation de réchauffeurs à éléments jumelés, qui produisent un flux d’air contrarotatif dans la chambre du four pour chauffer l’échantillon rapidement et sans gradient thermique, permet d’atteindre une stabilité et une uniformité de température optimales.
Le four à convection forcée, qui peut se monter sur l’un ou l’autre côté de la station d’essai, est fourni de série avec une lampe à diode électroluminescente longe durée et un hublot vitré. Un appareil de prise de vues en option peut être utilisé pour enregistrer des images en temps réel de l’échantillon au cours des essais. Cet enregistrement visuel est utile pour la validation des données et la vérification des conditions d’échantillon. De nombreuses géométries sont disponibles pour le four à convection forcée : plans parallèles ; cône et plan ; torsion sur solide ; cône et plan partitionné (CPP) ; montage pour viscosité en traction (EVF) ; la plateforme d’essais universelle SER3-A ; et une nouvelle gamme d’attaches DMA linéaires.
- Caractéristiques
-
Caractéristiques et avantages :
- Conception à convection forcée pour une excellente stabilité de température et un contrôle uniforme de celle-ci
- Deux radiateurs à résistances pour une réponse rapide
- La conception unique de la cavité du four optimise le mélange de gaz et élimine les gradients thermiques
- Plage de température étendue : -150 °C à 600 °C
- Taux de chauffage maximal de 60 °C/min
- Choix du refroidisseur, soit à l’azote liquide, soit ACS mécanique pour les essais à températures sous-ambiantes
- Grande variété de géométries (plaques, cônes, hachurées, dentelées et jetables)
- Unrivalled range of options for testing under torsion, bending, compression, tensile, or extensional deformation
- Gamme inégalée d’options pour les essais sous torsion, flexion, compression, traction ou déformation extensionnelle
- Technologie
-
Technologie
Le four à convection forcée est conçu pour optimiser le temps de réponse, l’uniformité et la stabilité de la température. Le gaz traverse deux radiateurs à résistances avant de pénétrer dans la cavité du four, qui a été spécialement conçue pour optimiser le mélange et l’uniformité du gaz. Dans le four, jusqu’à cinq thermocouples assurent des mesures de température en continu. Leurs données permettent de déterminer la puissance et le débit de gaz de chaque radiateur afin de maintenir l’environnement thermique idéal.Régulation active de température (ATC, pour Active Temperature Control) :
L’ARES-G2 intègre une technologie brevetée de capteur de température sans contact qui permet la mesure et la régulation actives de la température des plaques supérieure et inférieure à la fois (brevet n° 6 931 915). Des thermomètres à résistance de platine (PRT) sont connectés directement dans les arbres du moteur et du transducteur. Ces PRT sont positionnés en contact intime avec le centre des surfaces de mesure inférieure et supérieure. Le signal de température est transmis aux cartes de circuits imprimés, à partir desquelles le relevé de température est transmis via un mécanisme (sans fil) sans contact à des cartes auxiliaires situées dans le moteur et le transducteur. Ces relevés de température permettent un contrôle direct des deux températures de plaque et résultent dans une régulation de température plus précise et réactive et dans l’absence de gradients thermiques verticaux, et évitent d’avoir recours à des procédures d’étalonnage et des tableaux de compensation complexes pour en déduire les températures d’échantillon. - Accessoires
-
Accessories
Le four à convection forcée dispose de différents jeux de géométries, configurés pour la mesure des propriétés rhéologiques des polymères fondus, des thermodurcissables et des solides en torsion. Un kit de préparation d’échantillons fondus comporte de nombreux outils essentiels aux essais de fusion de polymères, dont un jeu de poinçons et matrices, des outils de coupe et des brosses de nettoyage d’échantillons. De plus, il est possible d’équiper le four à convection forcée d’une grande variété de géométries avec différents diamètres et angles de cônes, des plaques jetables, des géométries de torsion solides, des montages d’essai de viscosité extensionnelle et des pinces pour l’analyse dynamique mécanique (DMA) d’échantillons solides. Avec les géométries appropriées, le four à convection forcée représente la plateforme idéale pour les essais des thermoplastiques, des élastomères, des systèmes thermodurcissables et vulcanisants, des liants d’asphalte, des adhésifs sensibles à la pression, ainsi que les essais de viscosité extensionnelle et des polymères solides en torsion, flexion ou tension.
Plaques parallèles, cônes et plateaux
Plaques parallèles, cônes et plateaux :
Les géométries de plaque du four à convection forcée sont disponibles dans les diamètres suivants : 8, 25, 40 et 50 mm, et en divers matériaux tels que l’acier inoxydable ou le titane. Les géométries du cône supérieur sont d’ores et déjà disponibles avec des angles de cône de 0,02, 0,04 et 0,1 radians. Il est possible de modifier la plage de mesures du stress et des contraintes ou du taux de cisaillement en changeant le diamètre et l’angle du cône, afin de couvrir la plus large plage de conditions de test possibles. Pour les systèmes à séchage, les plaques jetables et les cônes sont disponibles en diamètres 8, 25, 40 et 50 mm. Les résines thermodurcissables à faible viscosité peuvent être testées avec des coupelles ou plaques jetables inférieures, dotées de gouttières pour éviter la perte d’échantillon.
Torsion solide
Torsion solide :
Les matériaux solides ou caoutchouteux peuvent être caractérisés à l’aide des géométries de torsion rectangulaire ou cylindrique. Ce mode de test est particulièrement utile pour mesurer des matériaux thermodurcissables et des composites entièrement durcis, mais aussi pour mesurer la transition vitreuse et les transitions secondaires des polymères thermoplastiques. Les échantillons les plus rigides sont positionnés en plaçant leur axe long parallèle à l’axe de rotation du rhéomètre. Les échantillons rectangulaires peuvent avoir entre 0,3 et 6 mm d’épaisseur, pour jusqu’à 12 mm de largeur et 40 mm de longueur. Des échantillons cylindriques de diamètre 1,5, 3 et 4,5 mm peuvent être associés à la géométrie de torsion cylindrique.
Montage pour viscosité extensionnelle (EVF, pour Extensional Viscosity Fixture)
Montage pour viscosité extensionnelle (EVF, pour Extensional Viscosity Fixture) :
Le montage pour viscosité extensionnelle est un système breveté destiné aux mesures de la viscosité extensionnelle de matériaux hautement visqueux tels que les polymères fondus, les pâtes, les adhésifs, etc. Le dispositif est composé de deux tambours, l’un fixe et stationnaire, et l’autre qui tourne autour du tambour fixe afin d’appliquer à l’échantillon une extension uniaxiale à taux constant. En l’absence d’engrenages, la contrainte extensionnelle mesurée par le tambour fixe est la plus précise possible et ne nécessite pas d’étalonnage pour prendre en compte le frottement des engrenages. Le contrôle de la température jusqu’à 350 °C est assuré par le four à convection forcée, et il est possible d’appliquer une déformation de Hencky jusqu’à 4,0.Accessoire cône et plan partitionné
Accessoire cône et plan partitionné :
Le nouvel accessoire de cône et plan partitionné (CPP, pour Cone and Partitioned Plate) ARES-G2 étend les capacités d’essai pour les matériaux hautement élastiques à de hauts niveaux de déformation tant en oscillation qu’en cisaillement continu. La géométrie du CPP est une configuration d’essai cône-et-plan classique où seule la partie centrale de la plaque est couplée à la mesure de contrainte. Cela crée un « anneau de garde » de l’échantillon autour de la zone de mesure active, ce qui retarde les effets de rupture au bord et permet de mesurer des déformations plus importantes sur les matériaux élastiques. Cet anneau de garde limite également l’importance du détourage d’échantillon, ce qui améliore la reproductibilité des données et réduit d’autant la dépendance vis-à-vis de l’opérateur. La géométrie consiste en une plaque annulaire de 25 mm avec un arbre creux qui est fixé au support du transducteur. Une plaque centrale de 10 mm située à l’intérieur de l’espace annulaire constitue la surface de mesure active fixée aux transducteurs de force de serrage/normale. La géométrie inférieure consiste en un cône de 25 mm/0,1 radian. Le CPP nécessite un alignemajmwent minimal et est facile à démonter pour son nettoyage. Le CPP est unique à l’ARES-G2 dont il étend les avantages aux essais de cisaillement oscillatoire à grande amplitude (LAOS) et à la rhéologie des polymères.Plateforme d'essais universelle SER3
Plateforme d’essais universelle SER3 :
La plateforme d’essais universelle SER3 permet d’effectuer des mesures de viscosité extensionnelle et divers autres essais physiques de matériaux. Les échantillons sont fixés sur les surfaces de deux cylindres d’enroulement qui tournent en contre-rotation à des vitesses égales, grâce à un système d’engrenages croisés. À vitesse constante de rotation du tambour, un taux constant de déformation de Hencky est appliqué à l’échantillon. La contrainte d’échantillon qui résiste à cette déformation est mesurée par le transducteur de couple, ce qui permet de mesurer la viscosité extensionnelle. Le cadre de référence du SER3 est fixe, ce qui le rend parfaitement adapté à l’imagerie de l’échantillon et à l’analyse optique pendant la déformation. Outre les mesures de viscosité extensionnelle sur les polymères fondus, le SER3 permet d’effectuer toute une série de mesures de propriétés physiques telles que la résistance à la traction, au pelage, à la déchirure et au frottement, sur des échantillons solides durs et tendres. Des mesures de viscosité extensionnelle avec l’ARES-G2 sont également possibles en utilisant l’accessoire de viscosité extensionnelle breveté.Flexion, traction et compression axiales
Flexion, traction et compression axiales :
Avec son transducteur à asservissement de rééquilibrage (FRT, pour Force Rebalance Transducer), le rhéomètre ARES-G2 est le seul rhéomètre rotatif capable de procéder à une analyse mécanique dynamique (DMA) sur des solides en flexion, traction et compression. La déformation d’échantillon axiale est appliquée en plaçant le FRT à haute sensibilité en oscillation sinusoïdale à déformation imposée, ce qui ouvre la voie à de nombreuses possibilités inédites pour les essais sur des solides.





